





船用玻璃钢压舱管成型工艺的研究
船用压舱管是指用于向船舶的压载舱中泵出和泵入海水,调整船舶的吃水深度、重心位置及船舶在航行时保持平稳性。由此可见,压舱管在船舶中的应用,对船舶的航行安全性有着极其重要的作用。目前, 国内大型船舶的压舱管大都采用碳钢管,部分船舶采用的玻璃钢管。之所以如此, 其主要原因是碳钢管是常规的管道材料,而且具有初期投资稍低,材料来源广泛等特点。但与玻璃钢管相比, 有耐海水腐蚀性差、使用期短、船舶的大修费用高等缺点,这是用船用玻璃钢管代替碳钢管的主要目的。随着船用玻璃钢管的优点越来越被广泛认可,其作为压舱管的应用也越来越广泛。下边我们就谈谈船用玻璃钢压舱管的技术要求。
船用玻璃钢压舱管管件, 其中法兰、三通和弯头应用较多, 是安装管道必备的产品, 而且成型工艺复杂, 一般采用手糊和缠绕成型等两种。所以本文着重叙述船用玻璃钢管件的研制, 并着重研究了日、美两国的管件技术。日本富士化工公司采用缠绕成型活套法兰,用手糊成型三通和弯头等。美国Ameron 公司采用缠绕成型法兰, 用手糊加缠绕成型三通和弯头等。其中用于三通的缠绕设备是具有六轴的微机控制缠绕机。
德国也曾采用多轴缠绕机成型三通管件。
通过上述国外缠绕设备和管件成型工艺分析,在我们研制管件成型工艺中也选择了手糊加缠绕并用法, 用于研制各种压舱管管件。
各种船用玻璃钢管件的产品结构主要由四部分组成, 即内防腐层、防渗层、结构层和外防腐层。这四部分由于输送介质及环境温度和使用条件不同, 应用中层次结构的选择各有差异。例如:内、外防腐层要求树脂含量一般在80~90%以上, 增强材料是双组份浸润剂的表面毡或粗纱, 具有浸渍性和适型性好等特点。防渗层树脂含量要求稍低于防腐层, 一般为60~70%, 增强材料为短切毡, 起防腐层和结构层缓冲作用, 防止管件在长期荷载作用下渗漏, 通常采用韧性较高的基体材料。结构层主要起承载作用, 一般树脂含量在35~45 %左右, 增强材料通常用粗格布、布带等, 要求成型后产品具有一定的强度和刚度, 在长期荷载作用下不破坏。所有的船用玻璃钢管件由于应用场合和产品结构的不同, 而选择其相应的结构形式和成型工艺方法也不同。
一、船用玻璃钢管件成型工艺的研究
1)、法兰成型工艺
船用玻璃钢法兰在管道安装及使用中受力较为复杂, 主要承受轴向拉伸、弯曲和剪切载荷。主要破坏形式为靠近法兰根部剪切破坏。所以选择了几种不同铺层结构方案, 通过水压爆破试验, 全部满足Ameron 标准要求。
首先是解决铺层结构的不同、剪切破坏形式及强度值差别较大的矛盾, 是研制法兰过程中最大的突破, 其力学性能试验数据参见法兰试验部分。
研制法兰的第二个难题是断面密封水线的成型及加工问题。所以法兰端面初期研制时采用二次加工。但研制过程中却出现密封尺寸及同心度误差较大等现象, 难以保证密封质量。经多次试验后将模具改为密封水线一次缠绕成型方案, 此方案证明, 产品质量稳定, 外表面光滑平整, 同时也节省了原材料和二次加工的麻烦。
缠绕法兰的第三个难题是固化后的三付法兰表面都有不同程度的裂纹, 经数次试验研究证明, 树脂基体材料韧性较差, 经多次调整配方后, 终于解决了表面裂纹现象。
2)三通成型工艺
船用玻璃钢三通成型工艺属非回转体异型结构, 无论采用手糊还是缠绕成型, 其成型方法都比较复杂。日本富士化工公司选用了分体手糊成型和整体手糊成型的工艺方案。美国的Ameron公司选择了手糊加缠绕并用的整体成型方案。其产品质量、结构和力学性能优于富士管件。日本和美国的三通结构参见图1 和图2 。
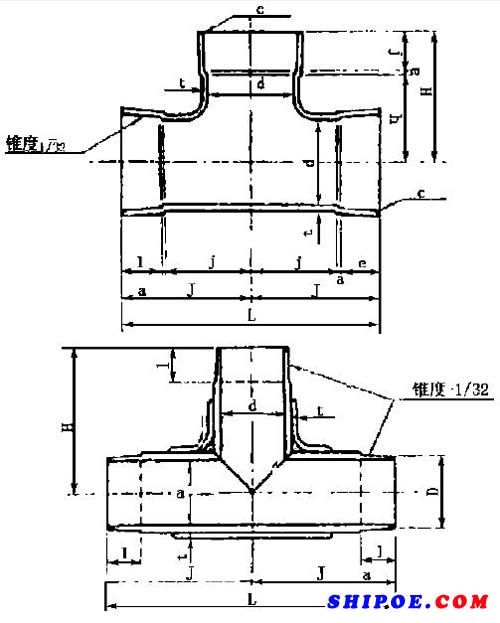
图1 日本的整体和相贯三通结构
从图中可以看出:日、美整体三通结构尺寸差异较大。初期研制三通时想用富士整体三通代替Ameron的产品, 根本不可能实现, 这也是富士和Ameron 管件结构的不同应用场合不同的根本所在。
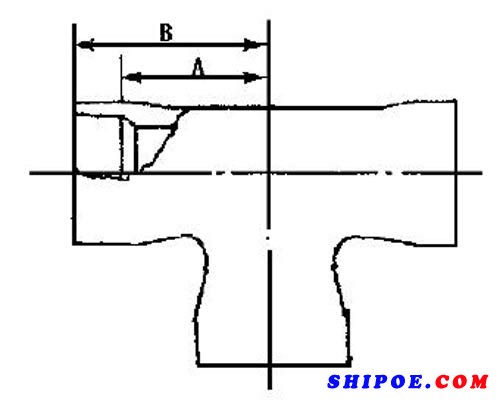
图2 美国整体三通结构
通过分析日、美三通成型工艺, 产品结构及性能,认为我所可以实现美国的Ameron 公司的三通成型工艺方案, 所以选择了手糊加缠绕整体成型工艺。
三通的结构设计应满足变形、渗漏、局部补强,耐内、外海水腐蚀性能要求。这是研制三通的关键环节。三通的铺层结构决定着产品质量和性能指标的稳定性。因为Ameron 和富士的三通结构有着明显的差别。所以通过反复试验和工艺探索, 最后确定了一种切实可行的铺层工艺方案。其中克服了国内各种原材料浸渍性, 铺复性以及适型性差的各种不利因素。下料结构标准可实用于毡和布等各种材料, 其特点是裁剪尺寸规范化, 简单化, 系统化, 减少了下料工序, 保证了产品质量的稳定性。
3)弯头成型工艺
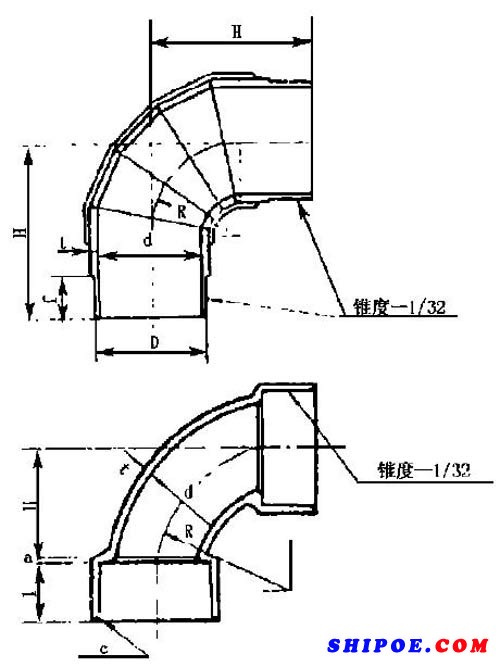
图3 富士虾米腰和整体弯头结构
船用玻璃钢弯头成型工艺也属于非回转体异型结构, 用普通缠绕设备难以成型, 因此选择手糊加缠绕并用的两种工艺方案。日本富士化工公司采用虾米腰式管段对接二次手糊成型和整体手糊成型两种结构与美国的Ameron 公司整体成型有所不同。因为整体成型性能优于虾米腰结构, 所以只能选择整体成型方案。其中富士和Ameron 弯头结构形式如图3 和图4 所示。
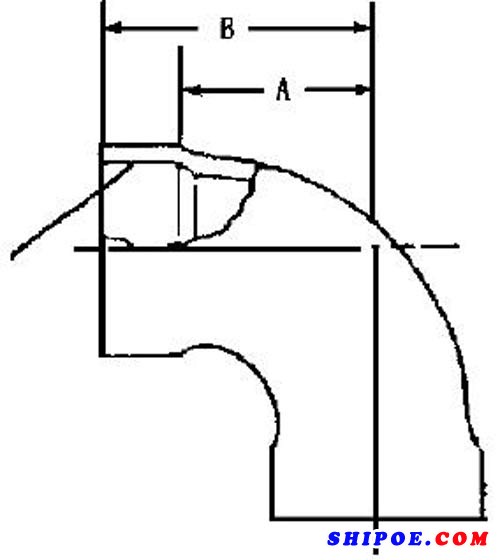
图4 Ameron 整体弯头结构
由上图可见富士和Ameron 弯头结构形状不同。富士采用公制尺寸, 其中曲率半径、承插口长度及锥度都不同。所以只能选择Ameron 整体成型结构作参考。选择整体成型主要问题是Ameron 弯头承口短不能整体脱模,而要选择分瓣式模具, 这是弯头研制工艺中最大困难。通过反复方案论证和试验最后确定采用玻璃钢和铸钢分瓣式组合模具与手糊加缠绕工艺研制玻璃钢弯头。其产品结构如图5 所示。

图5 弯头结构形式
船用玻璃钢弯头铺层结构设计和三通结构相同, 具有内衬层、防渗层、结构层和外防腐层等。整体弯头采用布带和粗纱缠绕成型, 经成型工艺和力学性能试验证明工艺方案是可行的, 其特点是产品质量稳定, 易成型, 而且适用于批量生产要求。玻璃钢管件的测试结果见表1 。
表1 中、美管件化学性能比较
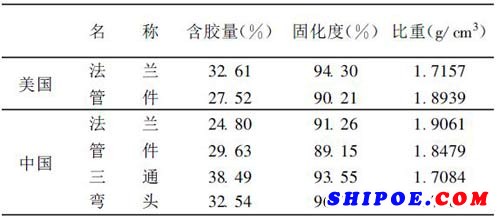
由上表可以看出, 中、美管件的基本性能相当。试验结果证明管件的成型工艺、铺层结构以及材料体系和固化工艺等, 完全满足Ameron 标准要求。
二、模具设计
船用玻璃钢管件包括法兰、三通、弯头、扩散管和四通等。其中前三种是管道连接应用最多, 最广泛的三大管件体系, 其它管件可参照这三种举一反三地进行设计。压舱管管件常用的标准公称直径大致有Φ200mm 、Φ300mm 、Φ400mm 、Φ500mm 和Φ600mm五种, 因此我们按大连船舶研究所的要求, 首先选用Φ300mm 管径系列作为研究和鉴定依据。
管件的模具设计准则必须根据产品在整个成型工艺过程中的缠绕工艺, 固化工艺, 拆装模方式以及经济性和可行性等几个方面去考虑。其中模具用材料的种类也较多, 如金属、玻璃钢、木材和石膏等。模具结构还要满足强度、刚度和尺寸精度要求。所以选择了金属和玻璃钢作为模具材料。
从上述模具设计来看, 通过试验, 完全可以适用于手糊和缠绕成型工艺。各种产品质量稳定, 尺寸精度高, 重复性好, 而且具有易拆装模方便, 使用期长, 适合于大批量生产等特点。
另外, 上述三种模具结构适用于研制各种不同直径和不同角度的各种管件制品, 完全可以替代美国Ameron 管件等进口产品。
三、 原材料选择
船用玻璃钢管件用原材料, 通常根据管件的结构和性能要求的不同, 所选择的种类亦有差别。压舱管件用的增强材料和基体材料选择如下:
1)增强材料
一般选择能满足管件的防渗、防腐和结构强度要求即可。最终确定了玻璃毡、玻璃布和玻璃纤维等几种。
2) 基体材料
表2 基体材料体系
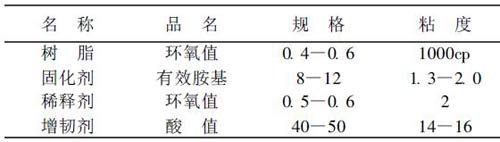
基体材料见表2 。
浇铸体性能和复合材料性能见表3 和表4 。
由上表可以看出配方Ⅰ 的拉伸强度、延伸率、热变形温度及粘度均高于配方Ⅱ , 这些条件符合内衬层及防渗层性能要求, 所以把配方Ⅰ 作为内衬层基体材料。相反配方Ⅱ上述性能低于配方Ⅰ , 而且胶凝时间长, 粘度低, 符合结构层性能要求。通过管件成型工艺及试验证明, 未曾出现渗漏和破坏, 满足各种管件技术要求, 可以用于管件的系列化生产之中。
表3 浇铸体性能
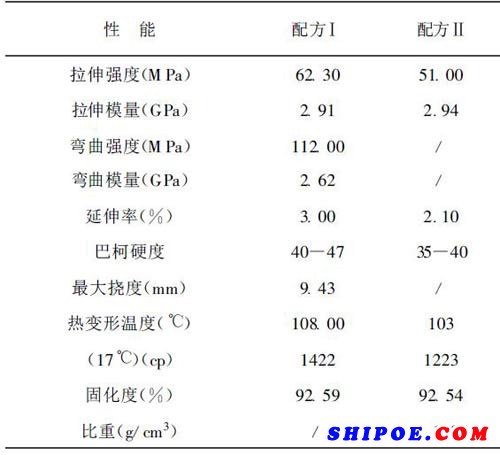
表4 复合材料的基本性能

推荐阅读:小谈船用玻璃钢压舱管的技术要求